CNC – Module 2.4
Module 1 | Module 2 | Module 3
Module 2.1 | Module 2.2 | Module 2.3 | Module 2.4 | Module 2.5 | Module 2.6 | Module 2.7
Set the Tool Offsets
You need to determine the offsets for the tools you are using in the tool library.| 1. Select the tool by commanding a tool change in MDI mode by either writing code or pressing ATC/FWD or ATC/REV to load the first tool into the spindle. |
 2. Slowly jog the tool in the Z-Direction and stop when you get close to the top of the stock or the vise, or wherever you have programmed the z-zero coordinate location for your part. (CAUTION: DO NOT have the spindle rotating while setting tool offsets!) |
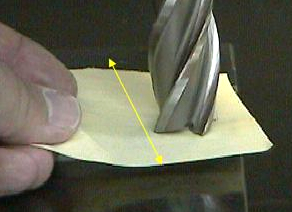 |
4. At this point you know that the tool tip is offset from the surface by the thickness of your sheet of paper. |
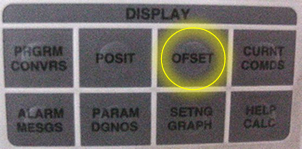 5. Press the OFSET button and page up or down to the tool offsets page. |
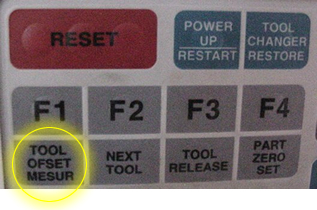 6. Highlight the tool number you are setting and press the TOOL OFSET MEASURE button. You will see a new number appear in the column “GEOMETRY”. With the number highlighted, type in ” – 0.003″ and hit ENTER. The number will decrement by that amount. This is the same thing we did when we subtracted the radius of the edge finder. (0.003″ is an approximate thickness of a sheet of paper, but you may want to measure it to be sure). |
 7. Jog the tool in the POSITIVE z-direction away from the face to move on to the next tool. (NOTE: If you accidentally jog in the negative z direction, you will very quickly break the tool. If you want to avoid this DO NOT USE THE JOG HANDLE to move the tool up. Simply push and hold the “+Z” arrow above the JOG LOCK button and the tool will safely move up from the surface(or just press the ATC FORWARD button while in the MDI mode. If the spindle is down it will automatically go up to the tool change position height). |